
Entre los productos de nuestra fábrica están mezclados los productos que se fabrican periódica y regularmente y los productos que se fabrican después de recibir un pedido con un determinado plazo de entrega. Es muy trabajoso elaborar el plan de producción, porque es necesario insertar el plan de fabricación de los productos por pedido, con un plazo de entrega fijo, entre los planes de fabricación de los productos regulares. ¿Hay alguna solución para este caso?
Utilizar la programación retrospectiva.
Entre los términos específicos de la administración de fabricación hay palabras como "fabricación por estimación del mercado" y "fabricación por pedido". Pero en la realidad, la mayoría de las fábricas realiza los trabajos mezclando ambos tipos de fabricación, como se indica en la consulta arriba citada. Por ejemplo, en el caso de fabricar productos por estimación del mercado, muchas veces hay que poner unos prototipos u otros productos en la misma línea.
En este caso, aprovechando al máximo las instalaciones limitadas, es necesario respetar el tiempo de entrega de los productos fabricados por encargo y también mantener la cantidad de la fabricación para los productos por estimación del mercado. Así, por esta razón, las tareas de planificar la fabricación resultan ser laboriosas.
Hasta ahora, incluso en el sistema de administración de fabricación ha sido muy frecuente la división del proceso de fabricación por tipos: el tipo por pedido y el tipo por estimación del mercado. Y no ha sido fácil atender a los casos mixtos de estos dos tipos de fabricación.
Si resumimos los trabajos de fabricación por estimación del mercado serían los siguientes: "Esta semana queremos fabricar 15.000 unidades del producto A. Si determinamos 5.000 como la unidad del lote, basta con producir 5.000 piezas cada vez y repetirlo 3 veces. Por tanto, las fechas de comienzo de fabricación de cada lote serán el 5, el 7 y el 9 de noviembre".
Ahora hagamos la simulación de este caso. Primero determinamos el proceso como el Gráfico 1 de la Pregunta 1. A continuación, registramos los 3 lotes (Gráfico 1).
| Gráfico 1: Caso de registrar el producto A que se fabricará por estimación del mercado. Están registrados los 3 planes de fabricación por estimación. Este gráfico indica que se van a fabricar 5.000 unidades del producto A para cada una de las 3 fases. La hora de inicio de fabricación muestra la hora disponible para la fabricación del proceso 1. Cada plan de registro está programado con un adelanto de prioridad 30. |
Si realizamos la simulación con estos datos obtenemos el siguiente resultado (Gráfico 2).
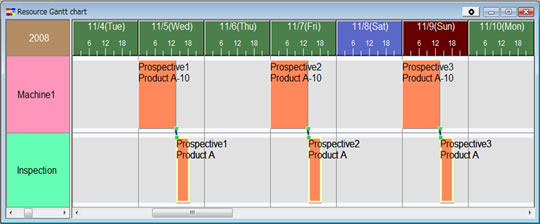 |
| Gráfico 2: La programación para los productos que se fabricarán por estimación y su resultado. Por medio de este diagrama se puede obtener una programación de fabricar el producto A en 3 períodos durante una semana. |
A esto se le llama la programación adelantada. Los primeros procesos empiezan con las horas de inicio más tempranas; se les agregan los procesos posteriores, y así se obtiene una programación que pone los datos desde el lado izquierdo. Con esta programación, al iniciar los trabajos en las horas determinadas, se sabe fácilmente cuándo se finalizarán los trabajos.
En cambio, la fabricación por pedido es la siguiente: "Por parte del cliente, recibimos pedidos del producto B. Dicen que quieren los productos entregados en 3 veces de 2.000 piezas para cada vez, con los plazos de entrega el 5, el 7 y el 8 de noviembre. ¿Desde cuándo tenemos que iniciar cada producción?"
Observamos los pedidos del párrafo anterior en los datos de simulación. Registramos los pedidos (Gráfico 3), haciendo la simulación utilizando estos datos obtenemos el siguiente resultado (Gráfico 4).
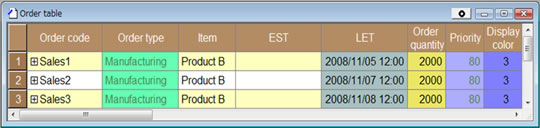 |
| Gráfico 3: Registro de los pedidos, en caso de registrar el producto B de fabricación por pedido. Hay 3 pedidos registrados. Están registrados los pedidos de cada 2.000 unidades del producto B cuyos plazos de entrega serán el 5, el 7 y el 8 de noviembre respectivamente. En este diagrama están programados con un retroceso de prioridad 80. |
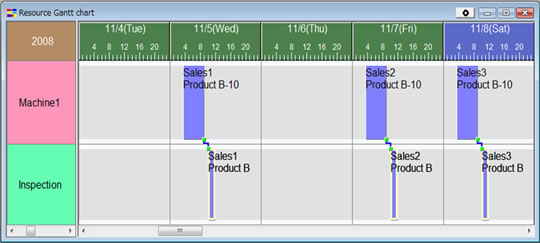 |
| Gráfico 4: Programa para el producto de fabricación por pedido y su resultado. Los 3 pedidos están programados para finalizar en el plazo de entrega (horas límite de la terminación). En otras palabras, son los programas de fabricación justo a tiempo. |
A esto se le denomina la programación retrospectiva. Se trata del método que distribuye los trabajos para que los últimos procesos de los trabajos se finalicen a su hora límite (o el plazo de entrega) y agrega también los procesos anteriores según el orden establecido. La programación será rellenada del lado derecho hacia el lado izquierdo. Con esta programación se puede saber cuándo se debe iniciar la fabricación para completar el último proceso justo antes del tiempo de entrega. Es la programación para la fabricación justo a tiempo.
Mezclar los trabajos de ambos tipos en el ordenador es muy fácil, ya que basta con agregar un registro del pedido (Gráfico 5).
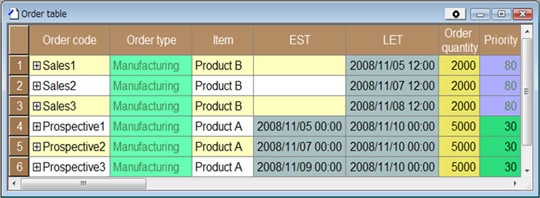 |
| Gráfico 5: Registro de los pedidos junto con los pedidos del gráfico 1 y del gráfico 3. Los pedidos de los productos fabricados por estimación (las 3 líneas superiores) tienen la prioridad 30. Los productos fabricados por pedido (las 3 líneas inferiores) tienen la prioridad 80. Esto indica que los productos que se fabricarán por pedido serán priorizados. |
Si realizamos la simulación con este método, obtenemos el resultado del Gráfico 6.
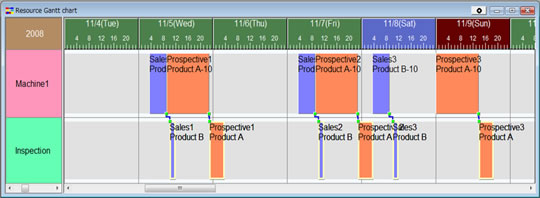 |
| Gráfico 6: Resultado del programa. Las producciones de los productos fabricados por pedido se finalizarán justo al plazo de entrega (horas límites de producción). Las producciones de los productos fabricados por estimación están destinadas a la máquina 1 que se encuentra libre. Esto quiere decir que los productos por encargo están controlados rigurosamente para el plazo de entrega. No es bueno que se finalice la fabricación con demasiada anterioridad. |
En esta simulación, primero distribuimos los lotes del tipo retrospectivo y después agregamos en los huecos los lotes de tipo adelantado.
De este modo, respetando el tiempo de entrega para los pedidos retrospectivos (productos fabricados por pedidos), se pueden ir agregando los pedidos adelantados (productos por estimación del mercado), mezclando ambos tipos de pedidos.
Si utilizamos el ordenador, éste lo ajustará según la configuración, sólo hace falta probar el caso real en el ordenador utilizando los valores verdaderos. Últimamente se están distribuyendo gratuitamente las versiones de prueba de software, probarlo con datos reales sería una solución más rápida.






